
In a Spinning Mill Fibre Preparatory for cotton or synthetics, the critical importance of regular maintenance of Beaters and Cards is well known. However, though there is a replacement or regrinding schedule for wired cylinders and card clothing, there is surprisingly no similar schedule for Pinned Beaters in most Mills.
The reason for this is not hard to find. The main reason for lack of sufficient attention to pinned rollers is that since pinned rollers operation is usually trouble free and they require very little attention over their operating cycle, the maintenance department of the Mill tends to take them for granted and do not have any sense of urgency associated with their upkeep.
Pinned Beaters have longer lifecycle of 3-8 years (depending on the stage of the process where they are used, fiber processed and the rate of production)and require no regrinding during their operating cycle unlike wired rollers. Machine manufacturers, in general, have also not provided their clients with a proper maintenance schedule for pinned rollers; hence there is also a lack of awareness or guidelines for the same.
The use of high speed pinned rollers has spread relatively recently in India in recent years. This is due to their superior performance when compared to saw-tooth rollers, in terms of life, maintenance costs and quality of fibre opening. The major benefits are:
PINS ARE FIBER FRIENDLY!
- Pins provide extended product life
- Pins are kind to fibres – reduced fibre rupture leading to yarn strength improvements.
- Pins provide fibre process flexibility
- Pinned products are easily repairable (cost savings)
- Extruded aluminum tubes and profiles are lightweight alternatives of most metallic wire applications with cast or steel base rollers
- High tech pin fixing methods provide pin point accuracy without grinding.
- Pin designs provide improved fibre transfer /doffing
Due to the above listed benefits, an increasing number of Mills are going for conversion of their saw tooth beaters to pinned beaters by retrofitting pinned rollers in place of the saw tooth ones. The payback period for such conversions is less than a year in most cases! Even Trutzschler has eliminated all saw-tooth beaters from their current Blowroom lines.
The fact is that worn-out pinned rollers can do more damage if they are used beyond their useful life as compared to over-used wired beaters, hence their timely replacement or repair is of critical importance to ensure quality, productivity and low fibre loss. Pinned Beaters in poor condition can lead to a dramatic increase in fibre rupture& neps besides reduction in thrash removal efficiency. Use of pinned beaters beyond their useful life also increases the wear on the wired rollers used in the preparatory process, thus also leading to indirect increase in maintenance costs.
We now explain how the opening action of saw tooth wire is characteristically different from pins and how this affects fibre characteristics. The opening action is done by the knife-edges of the saw tooth, which tend to cut open the fibres. This causes fibre rupture and lint generation. This tends to increase the percentage of short fibres and the level of neps. The thrash contained in the fibre supply also tends to disintegrate into micro dust due to the saw tooth action.
In comparison, the pin has a smooth round surface and a spherical tip, which opens the fibres through a gentle untangling action. It is obvious that fibre rupture would be minimized as well as the consequent generation of micro dust and lint would also reduced considerably with the use of pins. The round profile of pins also has another significant advantage – that of higher performing life and more consistent quality of opening and cleaning.
In order to understand why pins perform longer than saw tooth wires. As time passes, due to the wear and tear of saw tooth of a lickerin roller, the knife-edge and tip of the saw tooth gets rounded thus reducing opening action significantly. Moreover, small cuts or crevices develop on the leading edge of the saw tooth, which tends to ‘catch’ the fibres and create neps. Usually, the edge of the saw tooth loses its sharpness in the first few months itself, thus causing a rapid deterioration in the fibre opening action. This is partially mitigated by grinding the roller so that the teeth regain their sharpness, but this lasts for much less duration before the deterioration occurs again.
Another significant effect of this loss of sharp edge is that the saw tooth begins to push fibres rather than open and carry them forward. This obviously results in an increase in fibre droppage, leading to a loss of rich fibre and lowering of fibre yield. Any Mill can easily establish this phenomenon if they calculate the fibre yield of a single Card before and immediately after change of lickerin wire. One should not be surprised to find a difference of 2% or even more in the fibre yield!
Now, consider the pin wear pattern. Since the pin has a rounded tip, it retains its opening ability much longer. Additionally, the wear all around the tip causes a new tip to be formed as the old one is eroded, though the pin length gets slightly reduced. This results in several significant benefits – increase in life of pins, more consistent opening action thus ensuring a consistent sliver quality and a higher fibre yield as compared to saw tooth wires.
Maintenance schedule for Pinned Beaters
We have discussed why most Mills do not have a maintenance schedule for Pinned Beaters as also the benefits of Pinned Beaters. Now, let’s discuss how to make a maintenance schedule for Pinned Beaters. One can monitor life, production or degree of wear to determine when the time has come for maintenance of a particular pinned roller.
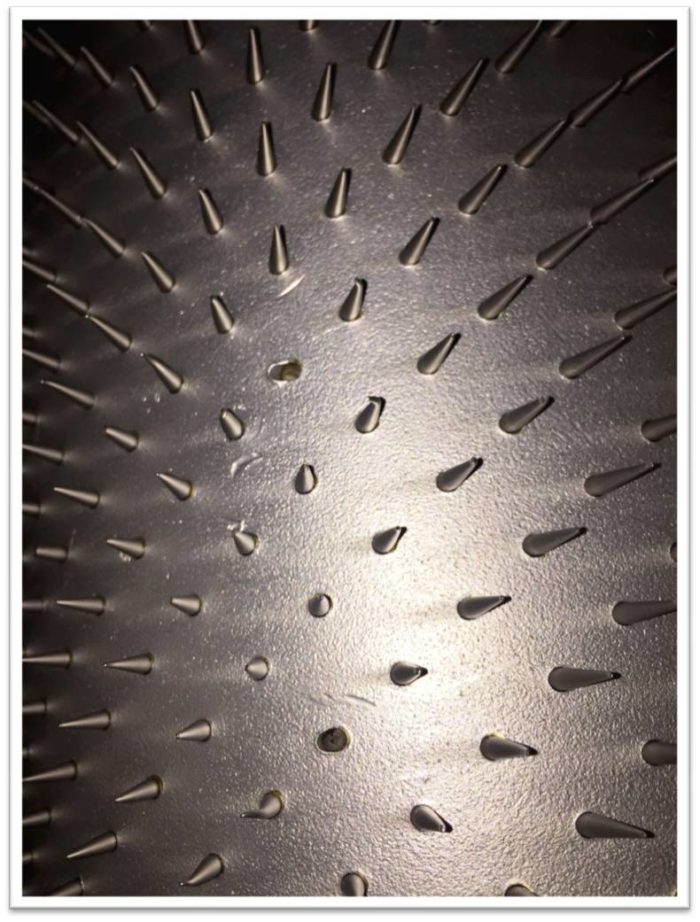
Generally speaking, Blow Room Pinned Beaters need replacement or repair between two to five years, depending upon the nature of fibre, thrash content, speeds and production rate. Chute Feed Opening Rollers generally last for about 4-5 years and pinned lickerins last upto 5-7 years. As a thumb rule, one should carefully analyse the deterioration in the level of opening and fibre rupture if the pins have worn out more than 10% of their length of projection. Please refer to the picture on top – it is of a beater running in this condition in a reputed mill and considered good enough to keep running!
Once an optimum performance period is thus determined through condition monitoring, one can incorporate this in a maintenance schedule and provide for repair or replacement costs in the annual maintenance budget. This is most crucial because if the maintenance program is not framed in the form of a maintenance budget, a system is not created whereby it can be ensured and monitored whether proper and timely maintenance of pinned rollers is being done or not.
If the maintenance budget is not spent, there is likelihood that timely maintenance has been overlooked. This can provide a timely signal to the top management to investigate whether the Beaters are being maintained properly. Conversely, if there is no provision in the maintenance budget for pinned rollers, the maintenance staff as well as mill management is reluctant to provide for extra-budget expenditure for this purpose, thus leading to postponement or ignoring of this essential maintenance program.
To conclude, a Mill can benefit immensely from the superior performance of Pinned Beaters provided they take care of them through a maintenance schedule and provision of their maintenance expenditure in the maintenance budget. This benefit then can be further enhanced through converting the saw tooth beaters into pinned ones to maximize the advantages of long life, consistent and superior fibre opening and savings through improvement in fibre yield.