
Consider this:
- Collectively, the global fashion garment and footwear industry produces nearly 4 billion metric tons of greenhouse gas emissions, or 8.1% of the world total, according to Quantis, a climate consultancy firm focusing on textiles.
- The process of making one cotton t-shirt emits about 5 kilograms of carbon dioxide and also uses as much as 1,750 liters of water. Producing a pair of jeans consumes around 3,000 liters of water and emits around 20 kg of CO2.In 2017, the fashion industry devoured around 79 billion cubic meters of water, enough to fill nearly 32 million Olympic-sized swimming pools.
- “60% of materials used by the industry are plastic fibers [and] the equivalent of 50 billion plastic bottles are leaked into the ocean through garment wash every year. Worldwide as of 2015, 73% of clothes ended up in landfills or incinerators because they cannot be recycled. One full garbage truck of clothes is burned or sent to a landfill every second,” says Ellen MacArthur Foundation in a study.
Market Potential for Recycling Textile Waste:
Waste recycling is going to grow in the POST –COVID world because of rising concerns around ecological sustainability linked to production of textiles and disposal of textile waste. The rapidly growing consumer demand for clothing made from recycling pre-owned clothing also presents a huge business opportunity. Nonwovens present another big opportunity for recycled fibers.
This paper discusses how recycling can be made cost-effective and can encourage sustainability in textile industry.
CHOICE OF MACHINE CLOTHING:
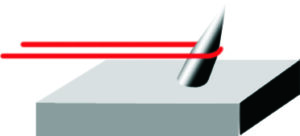

In the waste recycling machine, the role of cylinder clothing – wire or pins, is at the heart of waste recycling. Proper selection of clothing, machine settings and feed rates are required to be optimized in order to get the best opening with minimum possible rupture.
While saw-tooth wire comes at a lower price and is easy to run and replace, its harsh action ruptures fibers and also creates a huge amount of micro-dust.
Another problem with wire is the short life span since it wears out fast. This leads to a weak yarn and also many operational problems in the spinning process, whether it be Open-End or Ring Spinning.
Even in machines using pins, the quality of pins plays a major role as it affects
- The production rate – poor quality pins will reduce the machine production due to reduced opening action
- Quality of opening – with poor quality pins, % of opened fiber will reduce in output
- Fiber rupture- poor quality pins tend to rupture fibers since the tips are not smooth, sharp.
- Easily damaged – poor quality pins get bent or broken much easily when compared to high quality pins.
- Life – of such pins is much lower, Good quality pins can give around 12,000 Tonnes or more in a 1.5 metre tearing machine.

In contrast, Pins have a spherical, fine tip that enables gentle opening and long operational life ( about 10 times wire). The life of pins is in years while that of wire is in weeks! While the cost of pinned lags is much higher than wire, the cost per kg of production is far lower due to the long life and the higher productivity (degree of opening). Customers have also informed that their daily production has increased after switching from wire to pins.
Another very important factor is the quality, since rupture is much less and so is the micro-duct. In fact, pins have a very effective de-dusting action that removes much of the dust during the opening process itself.
It’s an obvious conclusion that for producing high quality recycled fiber at competitive cost, the only option is to go for pinned machine clothing.
PIN QUALITY AND PIN ARRANGEMENT:
While pins are superior to wire, the pin quality as well as the pin density and arrangement play a very crucial role in machine performance and quality. Very often, this is a important point overlooked by users in their quest of lowering the purchase cost of pinned lags. Let us discuss both these asp
ects in some detail.


Pin Quality-
There are several parameters of pin quality that influence performance. These are:
- Pin profile– this means the taper and a very fine sharp tip. Naturally, the taper determines the pin strength and the tip determines the pin life and quality of opening. In flat pins, this is even more critical than in round pins.
- Metallurgy– the metallurgy determines the balance between the tensile strength (springiness) and life (wear resistance) of the pin.
- Heat treatment – If pin is too hard, the pin will break easily and if it has good tensile but low hardness, it will give low life and tend to bend easily. Key to good heat treatment is to ensure long life without bending or breaking of pins.
- Surface finish – asmoothsurface and tip of the pins avoids lapping and also reduces fiber rupture. It also reduces the tendency to catch rust.
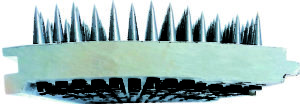
Pin Pattern and Pin Population:
- Arrangement: If the pin arrangement in the lags is not designed scientifically, the results will not be optimal. The pin arrangement should be such that it covers 100% of the cross section of the feed and also allows sufficient room for the material to pass through without getting blocked.
- Population: The pin population has to be designed according to the material processed and the output per hour. Dense fabrics may require flat pins and higher population than knitting or hard waste. Also the population should increase for every subsequent cylinder such that it generates further opening without rupture.
- Pin Diameter: The finer the diameter, finer is the opening. However, we need to use coarser diameters in the initial cylinders because of the higher load on the pins and high wear and tear due to this. It may be noted that while earlier diameter of 6mm was normally used for the first cylinder, now most mills use 5mm or lower with better results.
- Open Area: While it’s true that opened fibers need a smaller passage to pass through, it is pertinent to note that the material volume actually expands as the material is opened more. Lack of sufficient open area can create fiber rupture and also adversely affect opening. Hence, with increase in pin population, the pin diameter should also be reduced to achieve this. Some Mills using the same diameter of pins in 2 or more cylinders, which is not a good practice.
- Material of lag: Older machines used wooden lags and many mills continue to use them, specially for low production machines. However, though cheaper, wooden lags have the disadvantage of breakage and accident, heavier weight and limitation of how high pin density can be increased. All these limitations are avoided in aluminum lags, which are made of high tensile, hardened aluminum alloy. These lags can also be repined multiple times, if the Mill has local facility to get this done.
EXCALIBUR LAGS (Patented design)
When the material processed puts a heavy load on the machine (eg. thick or tightly woven synthetic material), there is a higher risk of pins coming out from lags. In such cases , one should use Excalibur lags which are designed to prevent any pins from coming out during operation)
MACHINE-RELATED FACTORS:
Parameters such as machine speed, feed roll gauge, condition of feed rollers, and suction play a crucial role in getting the best productivity and quality. Besides this, these factors also influence the life of machine clothing directly.
To increase the life of pins, many mills make use of reversing and grinding. During operation, the pins tend to wear out in the front while having a sharp edge at the back of its tip. By taking out the cylinder and reversing its position, the back of the pins become the working side and the sharp edge improves opening. This can be repeated twice or thrice every 15 days or so. After that, it may need a slight grinding (about 0.2-0.4mm) to the pin tip to generate a fresh sharp edge. However, this practice is not recommended for those for whom fiber rupture is a very sensitive subject, as both these methods lead to increase in rupture.
CONCLUSION:
The textile industry globally has the responsibility to encourage sustainability of textiles by increasing the use of recycled fibers in its production. The pollution created by textiles production and landfills is rising at an alarming and unsustainable level. Using the right technology to produce recycled fibers is both profitable and sustainable.
The ever-increasing production of textiles globally is putting an unsustainable load on environment and climate change and the textile industry needs to get its act together very fast! There is a huge lack of capacity for collection and recycling of used clothing in the world and this presents both a challenge and an opportunity for the industry to ramp up quickly.
Current technology only allows less than 1% of clothing to be recycled into new apparel. One of the main challenges in recycling or reuse of used clothing is its proper collection. We need out+ of- the- box solutions for this. One possible way is to mandate consumers to exchange one piece of used clothing for every garment purchased and avail a discount on the price as an incentive! The Market offers a premium on yarn and fabrics made of out post-consumer waste regenerated fibres. We are constantly working on promoting increased recycling of waste and helping Mills produce better quality of recycled fiber at lower costs.